Способы облицовывания кромок. Софтформинг
Софтформинг
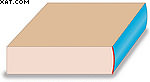
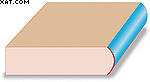
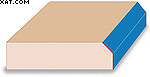
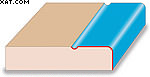
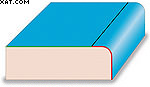
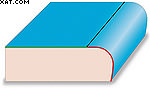
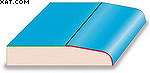
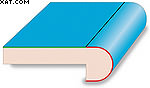
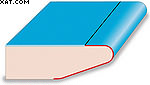
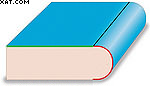
Рис. 1. Примеры профилей сечения кромок, облицованных методом софтформинга
Рис. 2. Последовательность операций, выполняемых при облицовывании кромок методом софтформинга с использованием клея-расплава
Рис. 3. Простой станок для облицовывания кромок способом софтформинга, не оснащенный агрегатами для фрезерования кромочного профиля
Рис. 4. Мощный станок для облицовывания плоских и профильных прямолинейных кромок методом софтформинга
Рисунки к статье «Способы облицовывания кромок. Софтформинг» смотрите в PDF-версии журнала
Когда в 50-х годах прошлого века в производстве корпусной мебели древесно-стружечная плита начала активно вытеснять цельную древесину, произошли сразу две революции: в технологии изготовления такой мебели и в ее внешнем виде. Массовая мебель стала предельно простой в изготовлении, но приобрела чрезмерно упрощенные, угловатые формы.
И уже к началу 1970-х рынок потребовал от производителей отказаться от избытка плоскостей и откровенно прямоугольных форм мебели. Разработанный к тому времени способ облицовывания кромок, названный постформингом (Postforming), хоть и обеспечивал получение скругленных кромок, имел ряд существенных недостатков. В их числе: необходимость выполнения при фрезеровании двух проходов − предварительного, для формирования профиля кромки перед облицовыванием пласти, и последующего − для удаления свеса и прорезания паза под уплотнение; низкое качество поверхности облицовки на кромке − если для облицовывания пласти применялись тонкие материалы; невозможность обеспечить сохранность свеса облицовочного материала пласти во время хранения и транспортировки заготовок между операциями облицовывания пласти и кромки; невозможность получения на кромке профилей выпукловогнутого сечения и т. д. Поэтому использование постформинга сегодня ограничено лишь производством длинных кратных заготовок дверей мебели для кухни и столешниц (рабочих поверхностей).
Рождение софтформинга
В 1976 году немецкой фирме IMA впервые удалось создать технологию облицовывания профильных в сечении поверхностей прямолинейных кромок щитовых деталей путем наклеивания на них полосовых и рулонных кромочных материалов. При этом были совмещены технология постформинга с использованием клеев на основе ПВАдисперсий и хорошо отработанная к тому времени технология облицовывания плоских прямолинейных кромок. Фирма получила патент на новый способ облицовывания кромок, названный софтформингом (Softforming − от лат. soft − мягкий, обтекаемый). Термин как бы подчеркивал назначение технологии − получать закругленные, сглаженные формы изделий мебели, − а также говорил об общности софтформинга со способом постформинга.
а – с кромочным пластиком, не вложенным заподлицо с облицовкой пласти;
б – с вложенным заподлицо с облицовкой пласти с одной стороны заготовки;
в – с пластиком, вложенным заподлицо с двух сторон)

а)
б)
в)
Суть способа в том, что на кромке заготовки с уже облицованными пластями фрезеруется профиль, на который по технологии, аналогичной постформингу, наклеивается полоса кромочного материала. При этом клей наносится на сам профиль и на оборотную сторону кромочного материала. Оба слоя клея высушиваются, а затем нагреваются (активируются), после чего кромочный материал немедленно прижимается к облицовываемой кромке и прикатывается роликами. Прочность приклеивания достигается немедленно, так как клей на основе ПВА приобретает свойства контактного. Затем удалялись свесы кромочного материала по длине и толщине детали, при необходимости со снятием фасок.
В том же году специалисты компании Homag совместно с технологами фирмы Brandt, которая к тому времени уже входила в группу Homag, разработали и запатентовали аналогичный способ, названный Kaltleimaktiviervervahren или KAVervahren (способ активации холодного клея).
Его отличие от технологии, предложенной фирмой IMA, состояло в том, что клей на основе ПВАдисперсии наносился на кромочный материал заранее и полностью высушивался, а его активация производилась горячим воздухом уже в станке, непосредственно перед облицовыванием профильной кромки. Любопытно, что на проходившей в Москве выставке «Лесдревмаш-1979» станок фирмы Homag был закуплен и некоторое время эксплуатировался на экспериментальной мебельной фабрике ВПКТИМ − в то время головного технологического и конструкторского института мебельной промышленности.
Но из-за недостаточной прочности приклеивания кромочного материала, в особенности пластмассового (по оценке самих разработчиков), а также из-за необходимости использования клеев ПВА со специальными добавками, способ KAVervahren был вскоре заменен тем, который и понимается сегодня как софтформинг.
Настоящий софтформинг
Применение клеев на основе ПВА-дисперсии для облицовывания прямолинейных профильных в сечении кромок способом софтформинга, основой которого стала технология постформинга, позволило отработать состав агрегатов новых кромкооблицовочных станков. Оставался лишь шаг к тому, чтобы снова вернуться к применению клея-расплава. И он был сделан.
Сегодня никто не может сказать, кто же был первым, но обе ведущие фирмы в области производства кромкооблицовочных станков − IMA и Homag − почти одновременно предложили рынку собственное оборудование для облицовывания профильных кромок способом, сохранившим название «софтформинг», но претерпевшим изменения: взамен ПВА в нем использовался клей-расплав.
При облицовывании профильных кромок щитовых деталей этим способом в кромкооблицовочных станках проходного типа (рис. 1) осуществляются операции нанесения антиадгезива на одну или две пласти заготовки (поз. 1 рис. 2); фрезерования профиля кромки (поз. 2 рис. 2); нанесения клеярасплава на оборотную сторону кромочного материала и прикатывание этого материала к кромке заготовки (поз. 3 рис. 2); прижатие кромочного материала ко всей поверхности профиля (поз. 4 рис. 2); вдавливание кромочного материала заподлицо с облицовочным материалом пласти с одновременным отрезанием в продольном направлении его излишка по ширине (поз. 5 рис. 2) или удаление продольных свесов кромочного материала по профилю кромки.
Антиадгезив, например водный раствор мыла, используется для того, чтобы излишек кромочного материала с клеем-расплавом, наложенный на пласть, не прилипал к ней.
Стоимость кромкооблицовочных станков, предназначенных для облицовывания способом софтформина, напрямую зависит от того, как именно наклеивается кромочный материал, − для разных профилей сечения требуется разный состав и разное количество обрабатывающих агрегатов и, соответственно, разная длина станины.
Так, если кромочный материал не заворачивается на пласть и не вкладывается заподлицо с облицовкой пласти, фрезерование профиля может производиться только одним агрегатом (рис. 2). Если требуется загибание кромочного материала, то фрезерных агрегатов может потребоваться три, а в некоторых случаях и больше. Еще сложнее операция облицовывания кромки с вкладыванием облицовочного материала заподлицо с облицовкой одной или двух пластей. В этом случае может потребоваться до пяти фрезерных агрегатов.
Прикатывание кромочного материала к профилю производится батареей последовательно расположенных роликов, из которых каждый последующий имеет несколько больший угол с вертикалью, чем предыдущий, что обеспечивает постепенный продольный изгиб ленты пластика и его полное прилегание к профилю заготовки.
Положение всех этих роликов настраивается заранее. В станках более сложной конструкции для сокращения времени на настройку предусмотрена замена шин с роликами целиком или их установка в барабане с горизонтальной осью вращения, при повороте которого в рабочее положение выводится нужная шина с набором роликов, уже настроенных на заданный профиль.

Рис. 3. Простой станок для облицовывания кромок способом софтформинга,
не оснащенный агрегатами для фрезерования кромочного профиля
В концевой части такой шины может устанавливаться специальный ролик с кольцевым ножом, отрезающий излишек кромочного материала, вкладываемого заподлицо с облицовкой пласти, и дополнительно прикатывающий край этого материала.
Конечно, наиболее дешевые станки не имеют фрезерных агрегатов и, как правило, настраиваются на облицовывание только одного профиля, отфрезерованного на каком-то другом оборудовании (рис. 3).
В таких станках проходного типа конструкция фрезерных агрегатов, предназначенных для удаления продольных свесов кромочного материала по профилю кромки заготовки, поперечной к облицовываемой, довольно сложная.
Первый такой агрегат был запатентован в 1978 году итальянской фирмой Stefani.
В состав подобных агрегатов сегодня могут быть включены два или сразу четыре отдельных суппорта сопровождения с фрезами, которые при движении заготовки повторяют профиль ее передней и задней поперечных кромок. А в 1993 году фирма IMA создала суппорт, позволяющий при проходной обработке соединять на ус кромочный материал в углах заготовок, имеющих одинаковый профиль кромки со всех четырех сторон.
На стоимость кромкооблицовочных станков, работающих по способу софтформинга, серьезно влияет максимально возможная глубина облицовываемого профиля − наибольшее расстояние от края кромки заготовки до края кромочного материала, завернутого на ее пласть, обусловленное их техническими характеристиками. Увеличение глубины приводит к увеличению необходимой ширины используемого кромочного материала, которая при наиболее сложных профилях может достигать 100 мм.
Поэтому для облицовывания кромок методом софтформинга используются специальные кромочные материалы, обладающие достаточной гибкостью, а толщина этих материалов должна обеспечивать их устойчивость в вертикальном положении в горячем состоянии при перемещении между устройством для нанесения на них клеярасплава и первым прикатывающим роликом.
При облицовывании методом софтформинга пластей и кромок заготовок натуральным шпоном с вкладыванием полосы кромочного материала заподлицо с пластью стык получается почти незаметным, что делает мебель, изготовленную таким способом, сравнимой по внешнему виду с мебелью, сделанной целиком из массивной древесины.
Изза довольно высокой стоимости кромкооблицовочных станков, используемых в технологии софтформинга, в российской мебельной промышленности они применяются нечасто. По экспертной оценке, сегодня в стране их общее количество едва превышает двадцать, из которых большинство имеет простейшее оснащение. Причем используются они преимущественно для облицовывания кромок длинных полуфабрикатных заготовок дверей кухонной мебели.

Рис. 4. Мощный станок для облицовывания плоских и
профильных прямолинейных кромок методом
софтформинга
В последние десятилетия в европейском станкостроении наблюдается тенденция практически полного отказа от двухсторонних кромкооблицовочных станков и переход на производство оснащенного программным управлением универсального одностороннего оборудования.
Такое оборудование обеспечивает возможность облицовывания на одном станке плоских и профильных в сечении прямолинейных кромок с автоматическим выводом в рабочее положение только тех агрегатов, которые необходимы для облицовывания конкретной детали, включая фрезерные суппорты для обработки профиля, магазины подачи полосового рулонного кромочного материала заданного вида и цвета, суппорты для удаления продольных и поперечных свесов и т. д. (рис. 4).
Недостаточное внимание российских производителей мебели к применению даже более простого оборудования для облицовывания кромок способом софтформинга, вероятно, объясняется еще и тем, что пик использования деталей с такими кромками в европейском дизайне пришелся на конец 80-х − начало 90-х годов ХХ века, когда отечественная мебельная промышленность находилась в стадии реформирования.
Не секрет, что большинство наших предприятий копируют изделия, разработанные европейскими производителями, и падение интереса последних к этому методу естественным образом отразилось и на конструкции отечественных изделий.
Но применение деталей с кромками, облицованными методом софтформинга, дает конструктору множество дополнительных возможностей разнообразить внешний вид изделий корпусной мебели неплоскими сглаженными поверхностями, повышая тем самым ее привлекательность для потребителя. А это особенно важно сегодня, в период падения спроса на мебель.
Владимир КОЛОМИЙЦЕВ,
компания «МедиаТехнологии»,
по заказу журнала «ЛесПромИнформ»
Способы облицовывания кромок. Часть 1. Постформинг









